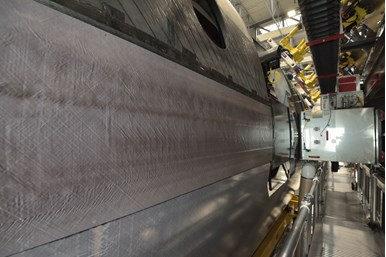
CO2激光焊接。为了实现左机身连接的激光焊接工艺,沿两个壳体的纵向边缘分层放置了长达4.5米的薄CFRTP对接带。上下壳体蒙皮连接处,采用阶梯式外形,以容纳对接带。Fraunhofer在LPA项目“对接带集成技术开发与模具设计、验证、主要部件装配和操作实施”(BUSTI)中开发了所有皮带进料、定位和封边的解决方案。
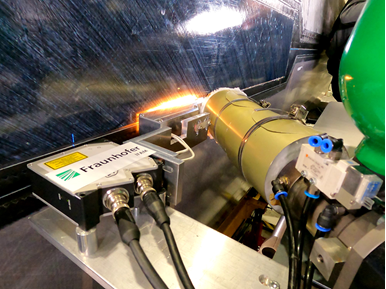
CFRTP对接带(图左)作为两个MFFD热塑性机身壳体的连接件,通过BOSTI项目中的CO2激光焊接末端执行器(图右)连接,在多功能装配研究平台上完成。
在BUSTI项目中,Fraunhofer制造的织带通过织带处理工具精确定位在焊缝上,并通过滚动运动集成到自动化过程中,以便通过镜子引导的紧随其后的焊头的振荡激光束能够连续熔化织带和壳体表面之间形成的接触线。激光焊接末端执行器上的压力装置以高达1吨的连接力将织带压在上部和下部壳体蒙皮接合处,在同一工作步骤中固结焊缝。
为了防止焊接过程中的高压力损坏机身结构,在机身截面内同步运行了一个吸力和消力装置。激光焊接过程采用在线监测和控制系统,可通过数字孪晶实现直接数字数据交换,以实现工艺优化和质量保证。
自动间隙填充。由于不可避免的制造公差和定位过程所需的自由度,织带和壳体的阶梯连接区域无法无缝连接在一起,因此仍然存在不规则宽度的小间隙。这会影响焊接接头的质量,因此必须在焊接过程后用热塑性材料完全填充,但在任何情况下都必须避免多余的材料。
在BOSTI项目中,对接带CO2激光焊接到机身壳体上后,间隙填充末端执行器使用挤出机进行热塑性树脂间隙填充
与激光焊接末端执行器一样,紧凑型挤出机沿着先前创建的接合缝进行引导。该挤出机加热颗粒/颗粒形式的热塑性材料并将其输送至间隙。在那里,喷嘴确保材料在冷却和硬化之前填充间隙。局部间隙体积(决定精确填充量)由集成在同一间隙填充末端执行器中的2D传感器立即预先测量。该测量值被传送到挤出机系统,从而可以动态计算现场所需的局部排放率,从而使3-20毫米宽的不规则间隙充满每个点所需的熔融热塑性材料的确切数量
原文,《MFFD longitudinal seams welded, world's largest CFRTP fuselage successfully completed 》
全球碳纤维市场规模将达80亿美元
2025年12月,BCC Publishing发布了《全球碳纤维市场》(Carbon Fiber:Global Markets, December 2025)研究报告。《全球碳纤维市场
0评论2026-01-26157
复合材料旋翼帆
复合材料是Norsepower获奖设计的关键,他们重新设计了这个拥有百年历史的旋翼配对,用于减少客轮和货轮的碳排放。减少温室气体排
0评论2026-01-26165
传感器-用于下一代复材制造
在追求可持续性的过程中,传感器正在减少周期时间、能源使用和浪费,实现闭环过程控制的自动化,并增加知识,为智能制造和结构开辟新的可能性。
0评论2025-07-19256
考特斯大容量储氢内衬挤吹成型技术,推动复合材料压力容器发展
特斯吹塑成型专家团队采用挤吹成型技术,成功生产出用于氢压力容器的大容量聚酰胺内衬。该内衬长2m多,直径约500mm,容量320L。这标志着采用吹塑成型技术生产如此大尺寸储氢容器内衬的首次成功实现,展现了该技术在制造大型、高性能储氢部件方面的潜力,为开发更具成本效益的大容量储氢解决方案提供了新的技术路径,对推动氢能应用发展具有积极意义。
0评论2025-07-16283
电动汽车轻量化复合材料动力电池壳体:关键技术开发与性能验证研究
随着新能源汽车产业的快速发展,动力电池壳体的轻量化设计已成为提升车辆续航能力、降低能耗的核心技术之一。传统金属材料因密度高、成型工艺复杂等局限性,逐渐被复合材料替代。本文从材料选型、结构设计、成型工艺及性能验证四个维度,系统探讨轻量化复合材料动力电池壳体的关键技术突破。
0评论2025-07-03260