


沥青基碳纤维的制造也要经过纺丝,预氧化,高温碳化和石墨化。沥青纤维原丝的预氧化稳定过程涉及一系列连续反应。这些反应不仅取决于原丝的物理化学特性,还与热处理的温度和时间有关。即使在优化后的预氧化温度下,保温时间不同,也会出现不足或过度氧化的情况。
巴西里约热内卢军事工程学院化学科和陆军技术中心碳材料技术科的研究人员针对“预氧化时间和温度对中间相沥青纤维热稳定和碳纤维性能演变的影响”进行了研究,目的是采用多变量方法对中间相沥青原丝进行了预氧化稳定处理,选取大区间的初始和最终温度及步骤时间,量化这些参数对稳定化阶段所发生变化的影响。观察这种前驱体在预氧化稳定过程中发生的物理和化学变化;以及比较在不同条件下稳定的碳纤维的拉伸性能和形态。
研究成果以“Stabilization time and temperature influence on the evolution of the properties of mesophase pitch stabilized fibers and carbon fibers”由《Journal of Industrial and Engineering Chemistry》在线发布。
整个实验过程包括中间相沥青纤维的制备,原丝预氧化的过程与表征。
PAN及碳纤维预氧化过程根据原丝共聚组成的不同,温度在180~300℃之间,而中间相沥青纤维根据前驱体的特性,他们选择了以下范围,以提供不同的稳定样品。
初始温度:较低的初始温度范围(36~120 °C)介于室温和150°C之间,之前的研究表明这是氧化反应速率开始增加的平均温度,最终温度:较低的最终温度(169 °C)接近于用于稳定介相沥青丝的文献中发现的最低温度,中心270°C低于沥青的软化点。
通常情况下,PAN原丝的预氧化时间在80~100min,这次,他们选择较高的时间范围(180~315分钟),让氧气充分扩散,使纤维完全预氧化。
2.1 预氧化变量的影响
图 1 显示了不同组样品不同温度下的 TGA 曲线,(a)图最终稳定温度均为 210 ℃;(b)图最终稳定温度为270 ℃;(c)图样品最终稳定温度为 330 ℃,(d)显示了SF11和SF12的预氧化情况,初始温度都是120℃。结果表明,初始温度与最终温度相同,仅在最终稳定温度下的时间不同,则质量变化的曲线相同。
对最终温度为210 °C的纤维进行热重分析表明,纤维质量增加呈上升趋势,表明纤维在该温度下时间越长,就越有可能吸收更多的氧气。
在330 °C下稳定的纤维在质量增加到8%左右时开始流失,表明稳定条件过高。经270 °C处理的纤维在所有实验中质量增加最多,这可能是由于这一温度下其结构完全稳定。SF11 和 SF12 纤维的稳定条件正好相反,前者的质量变化较小,说明稳定不足,而后者质量下降快,说明沥青分子发生了分解。
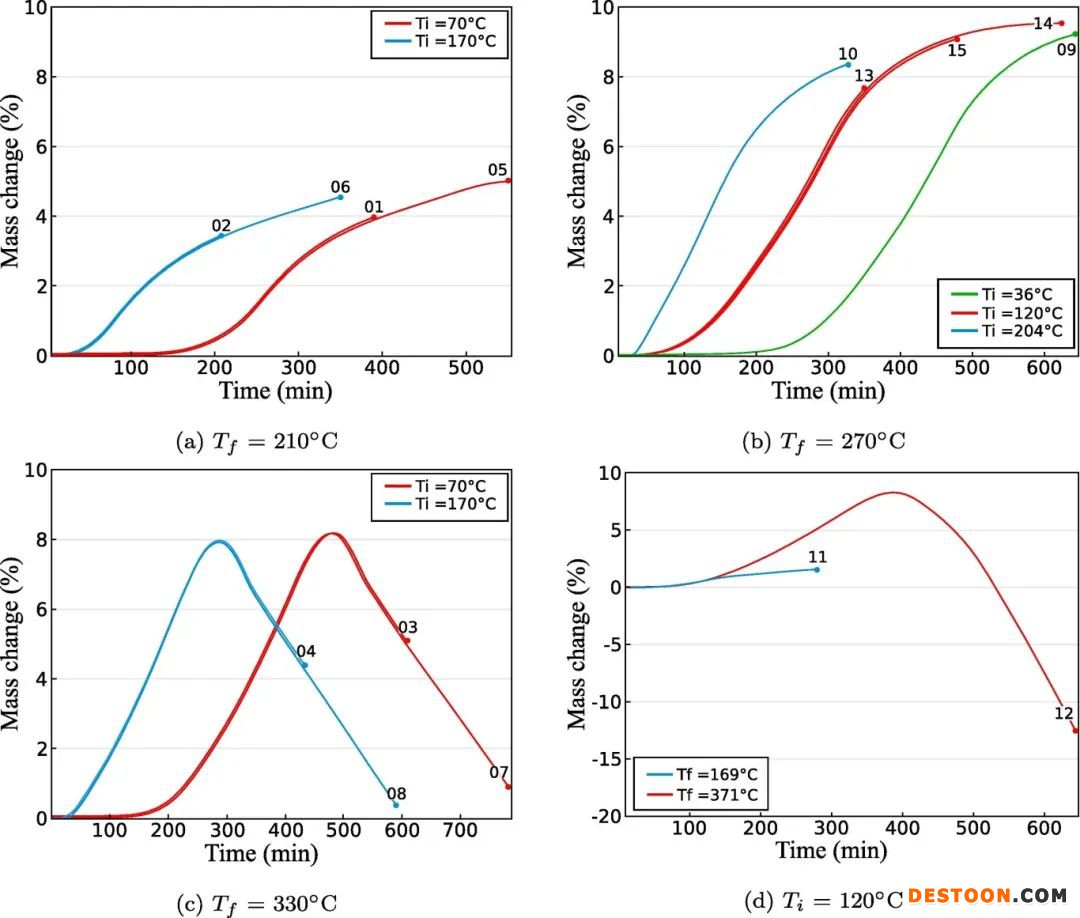
(图1. 按最终温度分组的TGA图(Tf)(a)210°C、(b)270°C、(c)330°C 或按初始温度(Ti)为(d)120°C)
图2给出了基于 TGA 实验的稳定化数学模型的图形表示。这证实了在所研究的特定领域中,当温度高于 270°C(比沥青软化点低将近30°C)时,会出现质量损失(图2(a))。温度升至该温度以上可能会增加预氧化反应的速率,尤其是纤维结构的分解。该模型还表明,最终温度低于 210 ℃不会导致显著的质量增加。
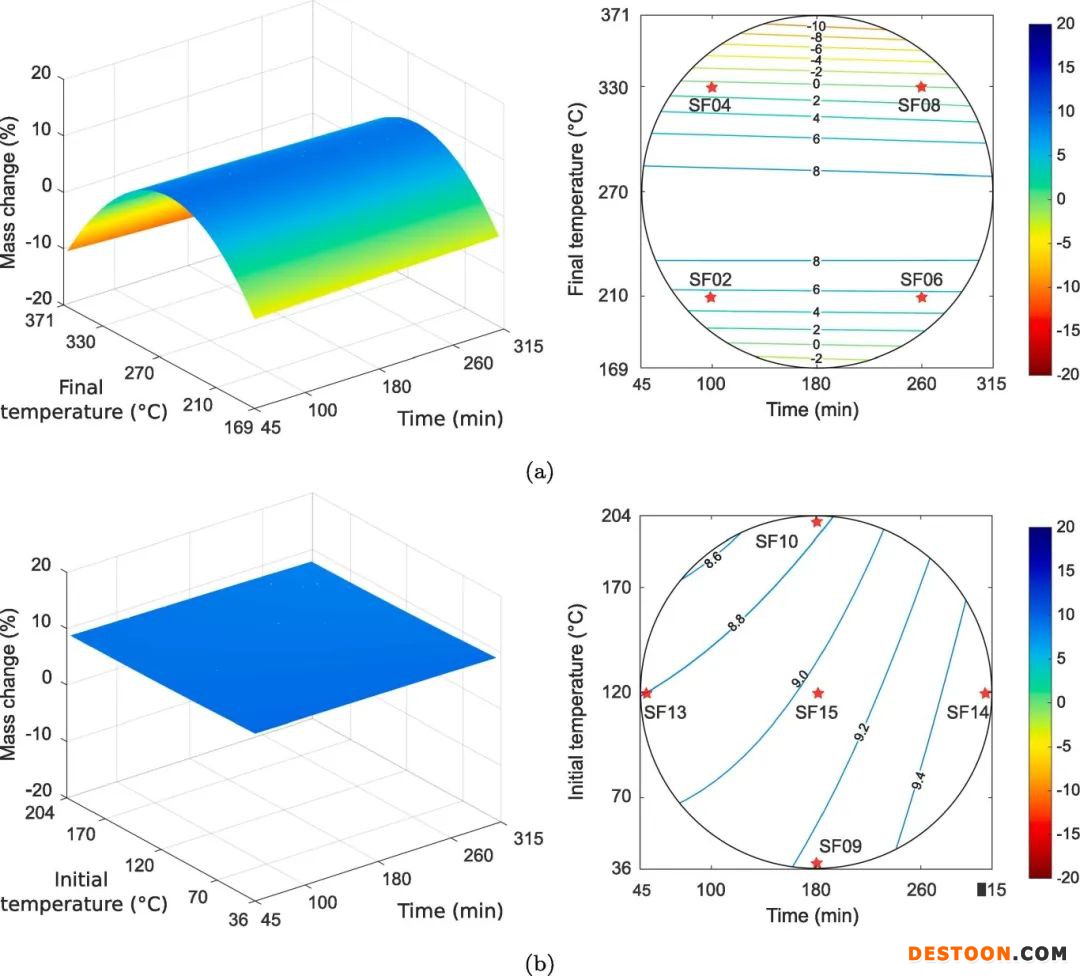
(图2. 预氧化质量变化模型的响应面和等值线图与最终温度和时间的函数关系, (a)、初始温度为 170 °C;(b)、最终温度为 270 °C 时的初始温度和时间 )
在评估样品的质量变化时,时间的单独作用并不明显,但实际上,预氧化时间长短在氧气通过细丝的扩散阶段起着重要作用。使用较低的稳定速率可能降低了时间变量在这一过程中的作用。与最终温度相比,初始温度的单独作用也很小。在270℃的固定最终温度下,模型没有显示出不同初始温度和步骤时间下的实验在质量变化上的明显区别(图 2 (b))。最佳的质量增加和氧气吸收主要取决于最终温度的正确选择。一旦确定了最终温度,就可以调整初始温度和时间,以优化工艺。
2.2 预氧化纤维的化学性质和形态
图 3显示了纤维在发生质量变化时光谱的变化过程。即使在低吸氧条件下,与醛基、羰基和酮基团相关的谱带随着质量的增加而增强,表明其相关的氧官能团在较低温度下开始出现。
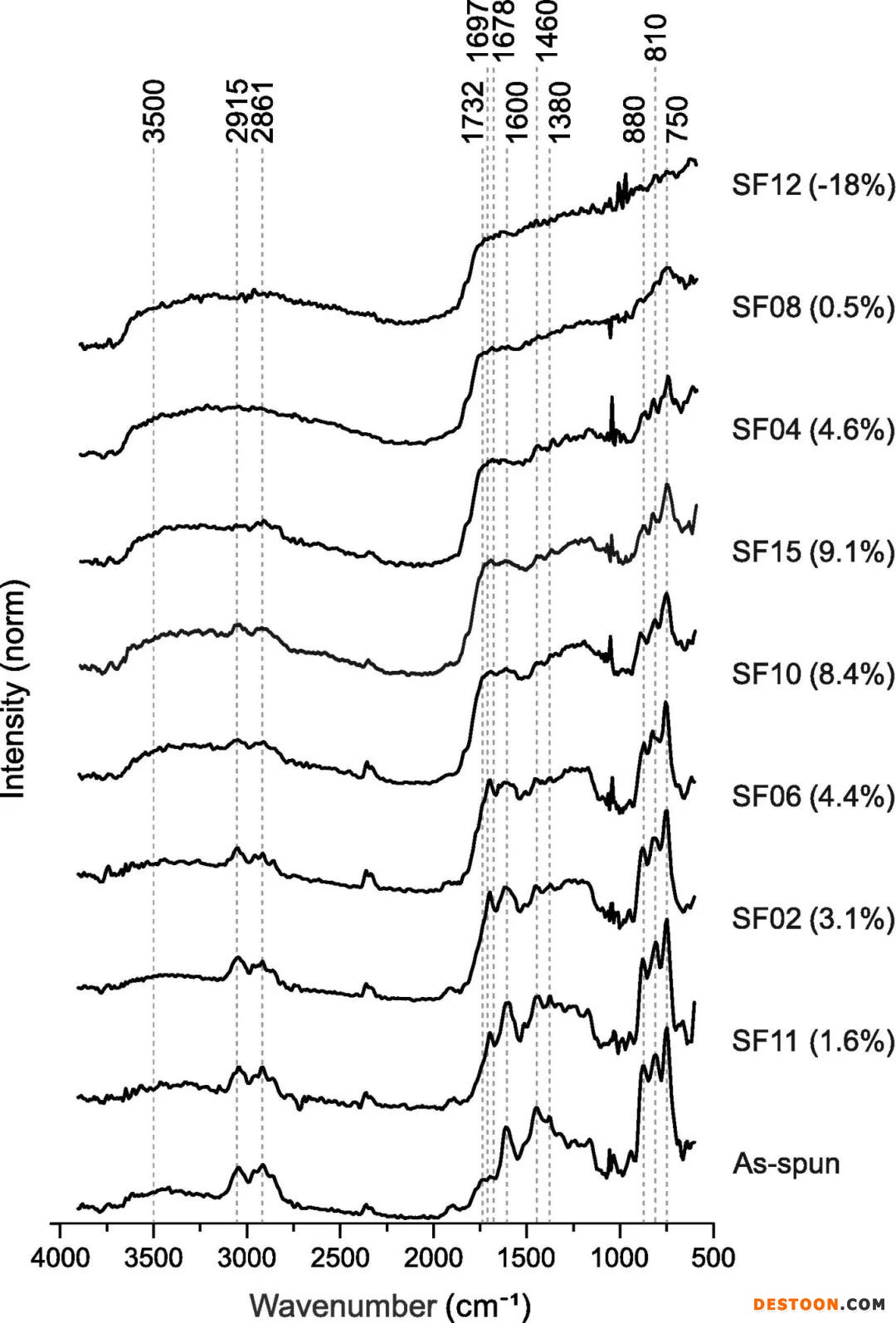
(图3. 按最终质量增益计算的原始纤维和稳定纤维的 FTIR 光谱)
1380cm-1 和 1460cm-1处的带归因于烷基。第一条与甲基(CH3)的 C-H 弯曲振动有关,第二条与亚甲基(CH2)的平面内 C-H 弯曲有关。这两条带有力地证明了烷基侧链在早期稳定阶段与氧发生了反应。
图 4 中的显微照片显示了 SF04 和 SF06 的表面视图,其中 SF04 显示了长度为几百纳米的空隙。这些缺陷的存在证实了氧气引起的分解。SF04 明显存在一些结构退化,而 SF06 则没有明显的缺陷。
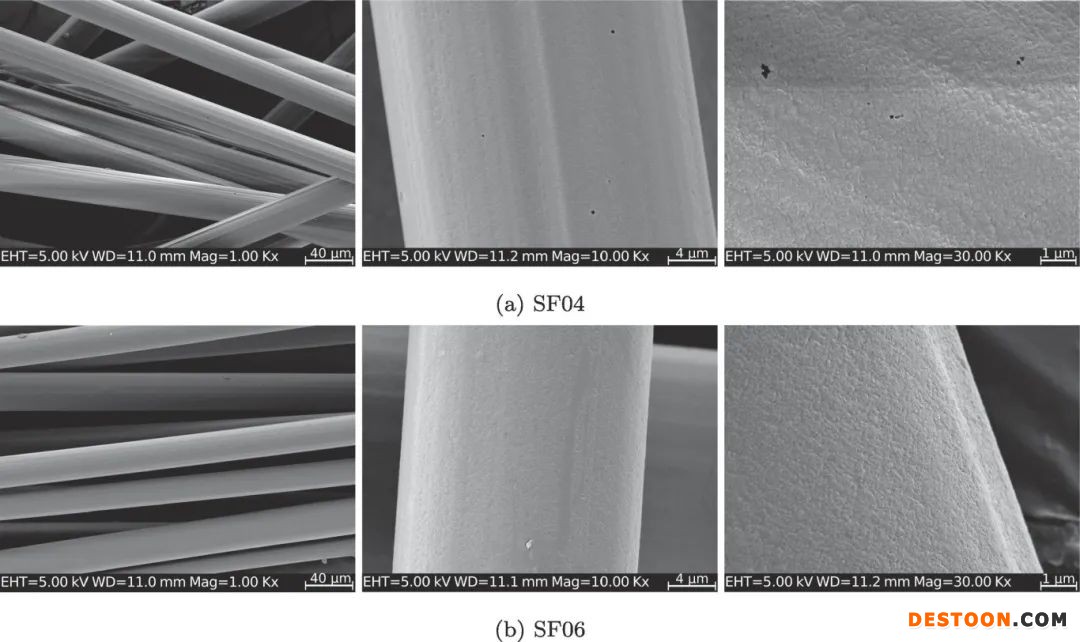
(图4. 稳定纤维的表面显微照片)
SF11 的 TGA 图(图 1)和最终不到 2% 的质量变化表明,应用于该样品的条件不足使沥青纤维完全氧化。即使用0.5°C/min的缓慢加热速率,169°C的最终温度也太低,无法有效预氧化,表明在该温度之前的反应活性有限。EDX 被用来研究氧气在纤维内的扩散程度(图5(a)),图 5 (b) 中的三个样品提供了可比较的数据。
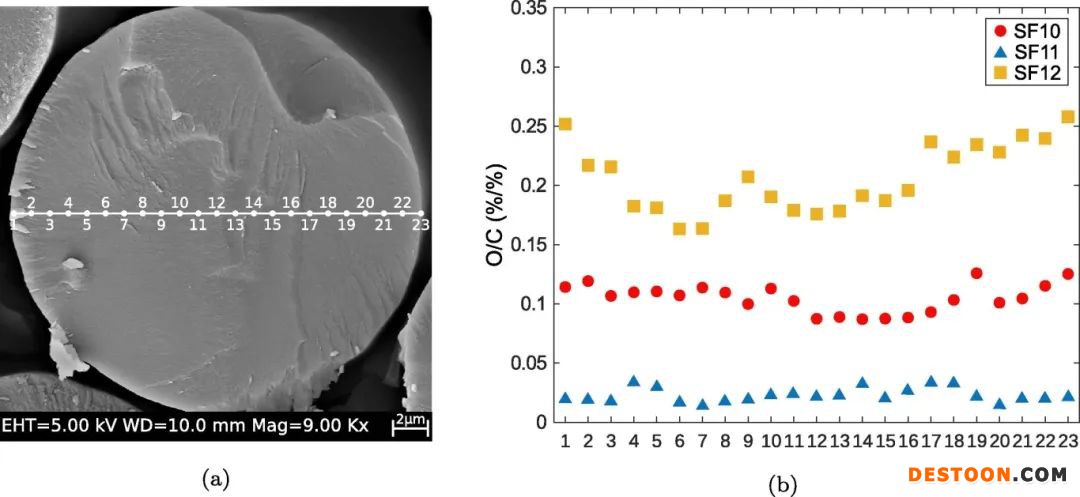
(图5. 代表采集点的 SF11 显微照片(a),SF10、SF11 和 SF12 纤维的 EDX 结果(b))
通过 XPS 分析对这些纤维进行了更深入的研究。图 6 显示了每个样品 C1s 光谱高分辨率扫描的六峰分解图。
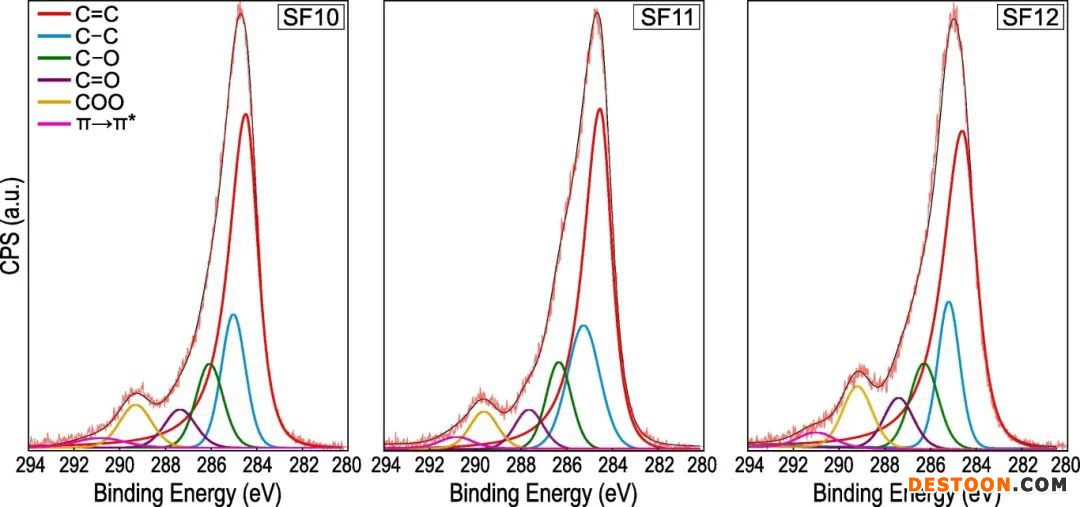
(图6. 预氧化纤维的 C1s XPS)
对C1s和O1s高分辨率光谱的定量分析,氧基的增加和芳香链的减少表明 SF12 纤维的化学结构正在发生热分解。
SF09 和 SF15,可以发现在36 ℃或120 ℃开始稳定并不会对这些实验的最终质量变化产生明显影响。它们的傅立叶变换红外光谱和电离氧化还原反应结果表明化学成分相似。因此,使用更高的温度来启动这种热处理可以缩短稳定化的持续时间。生产SF14 和 SF15 的唯一不同之处在于在270 °C下保持的时间。第一种稳定条件比另一种稳定条件多花135分钟,但质量增加仅为 0.4%。没有化学证据表明延长实验时间能改善纤维的性能。
2.3 石墨化后的碳纤维
图 7 显示了生产的碳纤维横截面的显微照片。CF02、CF04、CF08、CF10 和 CF15都呈圆形,显示出径向排列的微观结构,没有观察到皮芯结构。
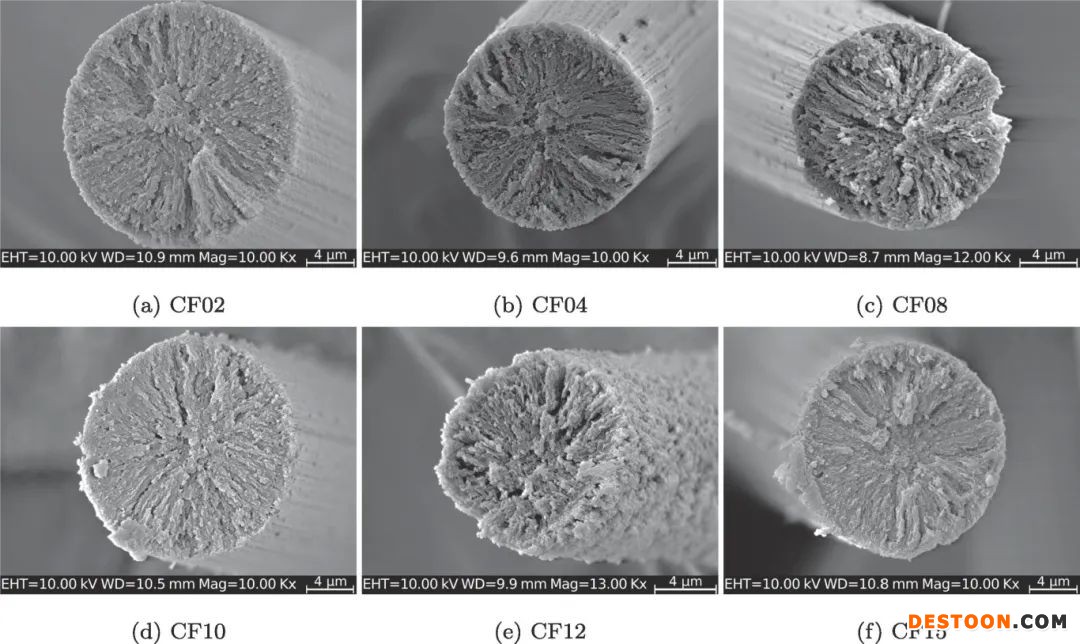
(图7. 碳纤维显微照片)
CF02、CF10 和 CF15 的显微照片没有发现明显的表面或内部缺陷。在 CF04 和 CF08 的表面观察到一些不规则的孔洞缺陷,可能是由于预氧化过度的结果。CF11 在碳化过程中熔化,这证明在 SF11 中应用的条件不足以形成网络,使其不熔。CF12 的直径平均减小了 30% 以上。过量的氧气吸收消耗了纤维,使其结构变得非常粗糙,并出现了许多缺陷。外部的凹凸不平影响了纵向沟槽,横截面上的空隙表明纤维内部存在质量损失。
图 8 显示了碳纤维的拉伸强度和模量。CF12 是拉伸性能最低的样品,缺陷是这些纤维的主要失效机制。CF10 和 CF15 的拉伸强度最高。这两种纤维的唯一区别在于初始稳定温度。这说明起始温度不仅对预氧化过程中的质量增加影响不大,而且不会影响碳纤维的最终特性。
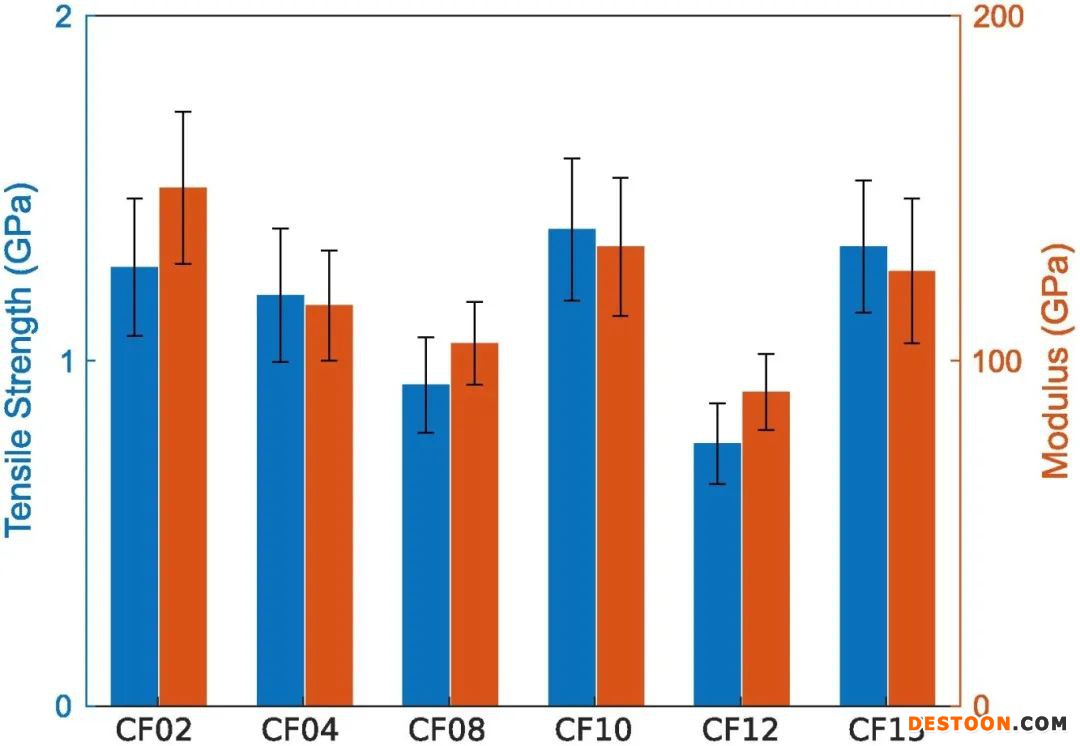
(图8. 碳纤维的拉伸强度和模量)
碳化后,CF02 和 CF04 的拉伸强度相似,但与生产的所有其他碳纤维不同。这意味着,稳定化稍微过量对拉伸强度的影响与预氧化过程中吸收氧不足,所造成的结果是一样的。CF02 的模量最高,可能是热处理过程中发生了某些结构重排,从而改善了晶体的取向。
研究讨论了稳定化变量对纤维稳定化过程的化学和微观结构的作用。探讨了三个变量的影响,确定了这些变量的作用。
◎ 最终预氧化温度是影响过程中质量变化的最重要因素,初始温度对其影响很小。
◎ 预氧化温度过高和时间过长的过度预氧化,会导致纤维结构出现缺陷,对其拉伸强度和模量产生负面影响,样品表现出很差的机械性能。
◎ 210 °C的低温预氧化会导致较低的质量增加,但反过来可产生最高模量的碳纤维。过程中质量变化小于 5%,且与原纤维的傅立叶变换红外光谱相似,可能表明这种条件允许石墨层在纤维轴线上进行结晶重排。
◎ 最终稳定温度为 270 °C,质量增加超过 7.7%,氧含量约为 12%,且分布均匀。该温度下预氧化的碳纤维显示出更高的抗拉强度,与初始温度无关,说明实际生产中,预氧化时间可以缩短,而不会影响纤维的性能。事实上,在 204 °C 开始稳定化似乎不会影响产品的性能。
通过同时调整所研究的三个变量,可以缩短碳纤维的工业生产过程。获得的碳纤维上伟最佳拉伸性能可与用于体育用品和建筑行业的商业级碳纤维相媲美。





