3D科学谷
激光选区熔化(selective laser melting,SLM)是一种重要的金属增材制造方法,与传统的铸造方法相比,SLM成形效率高,无需模具,可制造形状复杂、尺寸精度较高的零部件。但目前SLM成形的ZL114A合金力学性能仍然偏低,从而限制了其在航空等领域的拓展应用。这主要是由于铝及铝合金具有易氧化、激光反射率高、热导率大等特性。目前研究多集中于添加其它合金元素或者陶瓷颗粒来改善SLM成形件的性能,如MARTIN等通过静电自组装法向TC4合金和7系铝合金粉末中分别添加ZrH2、WC颗粒,可促使晶粒由柱状晶转变为等轴晶,使组织和性能得到有效改善。GU D等通过调控工艺参数和加入TiC颗粒,使得TiC/AlSi10Mg合金显微硬度(HV0.1)达到188.3,抗拉强度达486 MPa。TiB2颗粒熔点高,并具有化学稳定性好,耐磨性好、硬度大、润湿性好、热导率低、激光吸收率高等优点,不但可作为铝合金的弥散增强相,而且可作为异质形核剂,细化铝基体晶粒。
南昌航空大学卢百平教授团队对用于粉末床激光选区熔化增材制造的TiB2/ZL114A复合材料进行了研究,并在《特种铸造及有色合金》期刊上发表了“SLM成形TiB2p/ZL114A复合材料组织与性能”的文章。本期谷.专栏将分享该文的主要内容。
文章在ZL114A铝合金粉末中加入TiB2颗粒,通过球磨法制备了TiB2质量分数为1%和2%的TiB2/ZL114A复合粉末,并用激光选区熔化(SLM)技术成形TiB2/ZL114A复合材料。结果表明,1%的TiB2颗粒可提升SLM成形ZL114A合金试样的致密度,孔洞明显减少,致密度由98.2%提升至99.1%;抗拉强度和显微硬度(HV)分别由315 MPa、109.2提升至366 MPa、118.6,伸长率由6.3%提升至10.5%。SLM成形1TiB2/ZL114A复合材料试样经320℃×2h退火后,抗拉强度和显微硬度降至295MPa和84.3,而伸长率达到19.8%;经525℃×3h+180℃×6h固溶时效处理后,抗拉强度略微下降至331MPa,但伸长率达到14.2%。2%TiB2/ZL114A复合材料试样组织内部TiB2颗粒发生团聚长大现象,导致内部存在大量的孔洞缺陷,致密度和力学性能都明显下降。
试验材料与方法
通过球磨分别制备了TiB2质量分数为1%、2%的TiB2/ZL114A复合材料。ZL114A铝合金粉末、TiB2陶瓷颗粒及复合材料的形貌见图1。可以看出,ZL114A铝合金粉末粒径为15~35μm,TiB2颗粒平均粒径为300nm,TiB2颗粒均匀分布在ZL114A粉末表面,混合较好。ZL114A铝合金粉末的化学成分见表1。
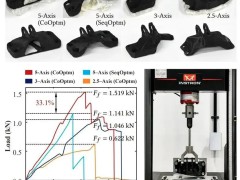
SLM成形采用SLM300型设备,激光功率为300w,扫描速度分别为750、1250、750、2250和2750mm/s,扫描间距为0.09mm,铺粉厚度为0.05mm。SLM成形TiB2/ZL114A复合材料试样,经砂纸研磨、抛光后,对测试表面用凯勒试剂腐蚀15s,用Nova Nano SEM450型场发射扫描电子显微镜观察微观组织。拉伸试样见图2,用Instron 5569型电子拉伸实验机进行拉伸,拉伸时拉伸方向平行于堆积成形方向,拉伸速率为1mm/min。用Quanta 200型环境扫描电镜观察拉伸断口形貌。热处理工艺见表2。
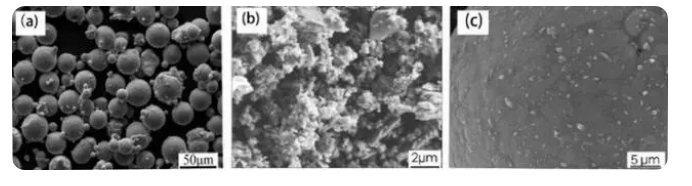
图1 3种粉末扫描电镜形貌(a) ZL114A铝合金粉末(b) TiB2陶瓷颗粒(c) 1TiB2/ZL114A铝合金复合材料。
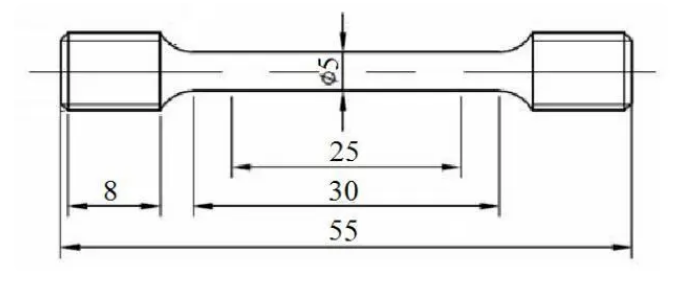
图2 拉伸试样
图文结果
在SLM成形ZL114A合金过程中添加1%的TiB2颗粒可以有效提升试样的成形质量,气孔和球化明显减少,通过细晶强化、弥散强化和载荷传递作用,使ZL114A合金的硬度、强度与塑性都得到提高,抗拉强度由315 MPa提高到366MPa,伸长率从6.3%提高至10.5%,平均显微硬度(HV)由109.2提高至118.6;TiB2颗粒添加量为2%时,成形试样熔池内液相粘度较低,流动性较差,Marangoni流效应削弱,TiB2颗粒发生团聚长大,内部孔洞数量增多,导致其力学性能明显下降。
SLM成形1TiB2/ZL114A复合材料原始态试样经退火和固溶+时效处理后,强度和硬度有所下降,塑形均有提高,其中退火态伸长率高达19.8%,固溶+时效处理态抗拉强度由366 MPa下降至331 MPa。
SLM成形1TiB2/ZL114A复合材料原始态断口表面存在许多分布不均匀且较浅的大小韧窝,存在一定的塑性变形;退火态相比于原始态断口韧窝数量明显变多且韧窝尺寸更大更深,所以其塑形更强,伸长率更高;固溶+时效处理态相比于原始态,试样断口表面存在大量的大小相同的韧窝,具有高延性断裂,所以塑形也有所提高。综上,3种状态下拉伸试样断裂机制均为韧性断裂。
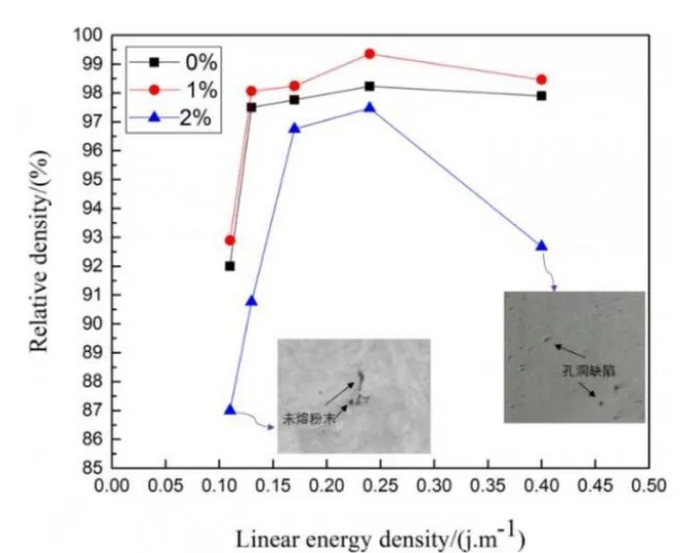
图3 不同TiB2含量下试样致密度和线能量密度的关系。
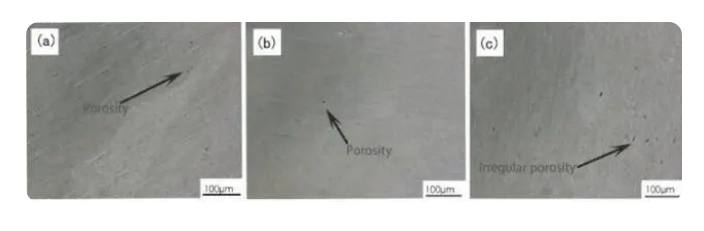
图4 SLM成形3种试样纵截面的OM,(a)w(TiB2)=0 (b)w(TiB2)=1%(c)w(TiB2)=2%。
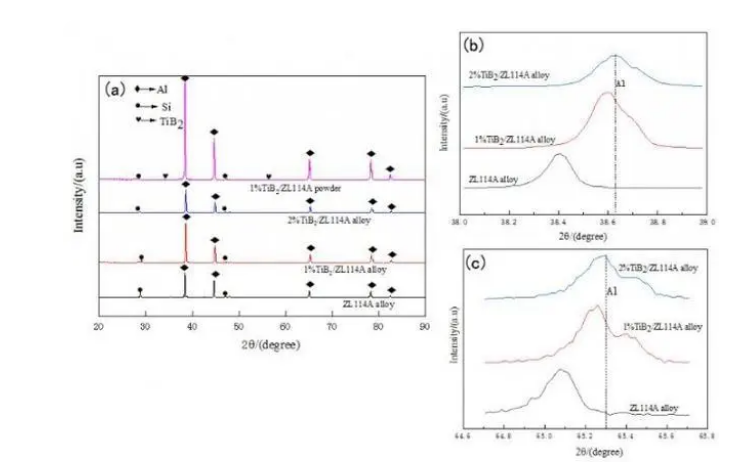
图5 复合粉末及SLM成形试样的XRD图谱(a)复合材料和SLM成形3种试样的XRD图谱(b)SLM成形试样第一Al峰放大(c)SLM成形试样第3Al峰放大。
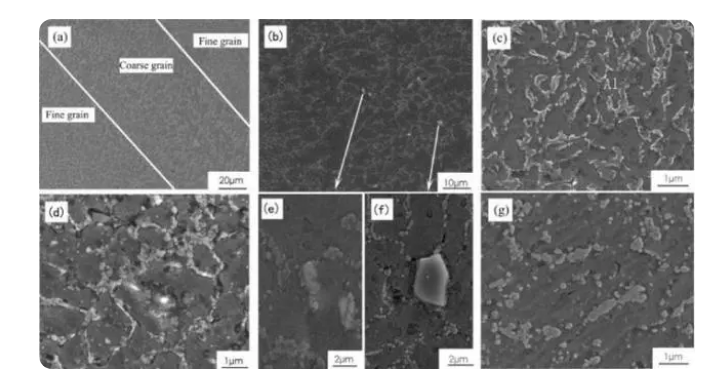
图6 SLM成形试样的SEM形貌(a) ZL114A铝合金(b) 2%TiB2/ZL114A复合材料,低倍(c) 2%TiB2/ZL114A复合材料,高倍(d) 1TiB2/ZL114A复合材料,高倍(e)团聚的TiB2颗粒(f)团聚长大的TiB2颗粒(g)1TiB2/ZL114A复合材料。
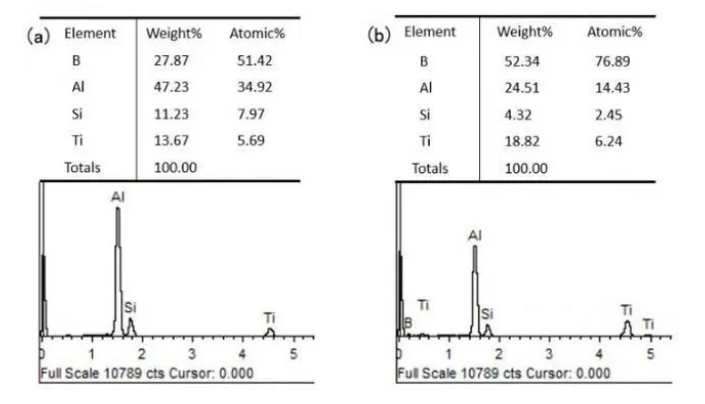
图7 图6e和图6f中团聚长大颗粒的EDS图(a)图6e中团聚的TiB2颗粒 (b)图6 f中团聚长大TiB2颗粒。
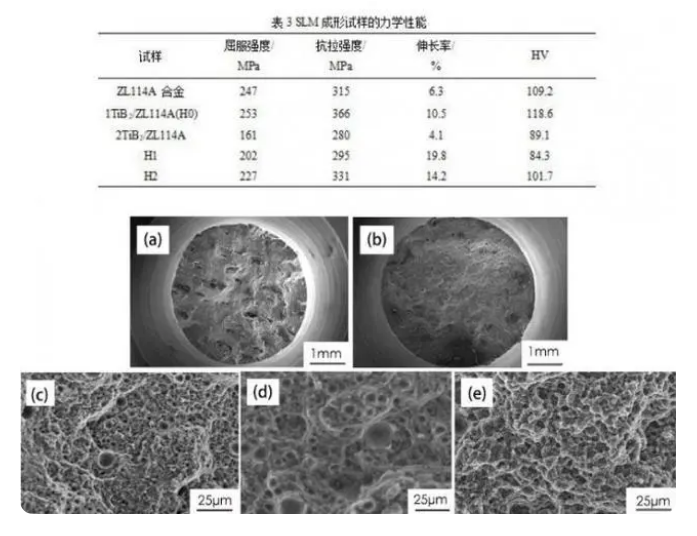
图8 SLM成形试样的断口宏观形貌及SEM断口形貌(a) ZL114A铝合金 (b)H0,宏观 (c) H0;微观 (d) H1 (e) H2。
l 谷专栏 l