那就是复合材料!
说到复合材料在铁路部件中的应用,就不得不说, 复合材料在列车上的应用分类了!
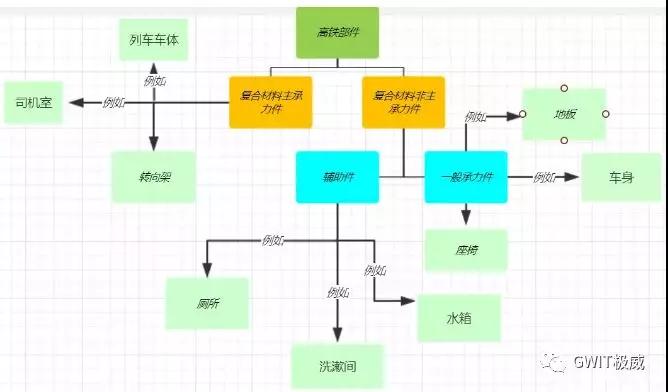
复合材料在列车上的应用按承力特征大致可分为两类:复合材料非主承力件和复合材料主承力件。顾名思义,主承力件即为主要要承担列车力的部件;非主承力件的主要功能就不是承担力啦!其详细分类如下图所示:
先,我们来了解复合材料 在非承力件中的应用,为了高速铁路的发展各个不约而同换上了复合材料非承力件。
日本 新干线使用的高速客车中,玻璃纤维增强素料(GFRP)复合材料主要使用在车窗内饰框、洗漱间、厕所、小便池、水箱、集便箱、车前头盖板、双层客车两端车顶板、空调风道的天花板以及餐车空调盖板的侧天花板等部位。

为减少受电弓周围的空气动力噪声,在车顶上安装的受电弓罩也是采用GFRP材料制造。200系东北、上越新干线客车采用蜂窝夹层材料制造地板、中间间壁门等。
法国 TGV高速列车也大量采用纤维增强塑料(FRP)制造地板、墙板、门窗框架、座椅和车门等。采用FRP制造这些构件,除重量轻外,还具有易于设计、减轻维修作业,以及可采用整体成型降低成本等优点。

此外,厕所用玻璃钢地板,整体卫生间在国外已较普及,既解决腐蚀问题,又达到减轻重量的目的。
意大利 ETR500型高速列车上,所有的内部结构边墙、天花板和行李舱都使用了高比刚度复合材料夹层板——两层Tedlar聚氟乙烯塑料薄层中夹有Nomex蜂窝芯材玻纤酚醛层压板;欧洲之星列车也使用酚醛蜂窝板做其内部结构件。

英国 的铁路部门通过试验后发现,选择芳纶纤维增强复合材料做受电弓头,其性能非常令人满意。近年来,复合材料还被用做抗冲击部件,并且取得了很好的试验结果。
复合材料在主承力件上面的应用也非常广泛,下面我们来探究一下复合材料在主承力件上面的应用!
列车司机室、车体和转向架构架等作为列车的大型承力构件,在整车结构重量中占有较大比例,车体部分自重占车辆自重的15%~35%,转向架占车辆自重的25%~35%。因此,这些部分是应用复合材料材料的主要研究领域。
高速列车的司机室

司机室
高速列车的司机室前端外形要制成鼻状形,既要轻量化,又要耐冲击,在此FRP获得了广泛的应用。
英国的125型机车司机室的前端是用层压的FRP板包覆聚氨酯泡沫芯构成夹层结构,比钢制件轻30%~35%,并可耐0.9Kg重方钢块以300Km/h速度的冲击;意大利ETR500高速动力车头部采用Kevlar纤维和环氧树脂模压成型,其刚性和抗冲击性良好,列车高速度达300Km/h。
复合材料车顶

车顶
复合材料在车顶盖上的应用能降低车辆的重心,增加车体运行的稳定性。日本铁道综合技术研究所与东日本客运铁道公司合作,用碳纤维增强塑料(CFRP)制成高速列车车顶,该CFRP车顶通过胶粘与铝合金框架相连,然后再通过焊接与车体上铝合金侧壁连在一起。试验表明,采用这种车顶的车体具有较高的气密强度和较低的重心,而且每节车厢减轻约300~500Kg。
复合材料车体

3D车体
车体的按工艺不同分为两种:
1、将厚为2.1mm曲面板与纵梁制成一体,将拉挤成型的CFRP外板铆接在铝合金框架上,试制车体长6000mm,宽3300mm,高3290mm,重量为680Kg。
2、热压成型制成长1000mm,宽3320mm高3300mm的两个半圆形车体,然后互相铆接在一起,较之铝合金车体重量减轻30%。
复合材料转向架
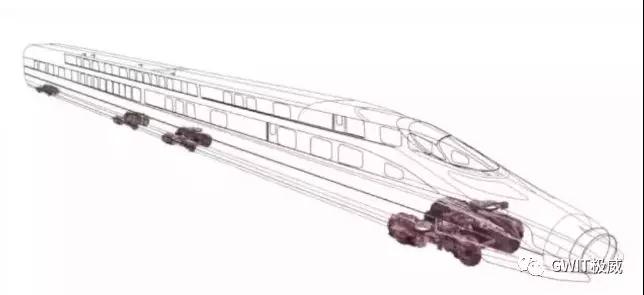
转向架
机车车辆的转向架是支承车体、保证列车平稳运行的重要部件,其构架是对强度和耐疲劳性能要求特别高的大型承载构件,德国AEG和MBB公司就在联邦研究技术部的支持下,研制出上台复合材料构架的转向架,型号为HLD-E,设计速度200Km/h。继德国之后,日本也试制成功CFRP转向架构架,构架自重为0.3t,比普通钢制构架减轻了70%,该构架侧梁为CFRP层压材料叠层结构,板厚16.4mm,横梁采用缠绕成型,高设计速度160Km/h。
复合材料在高速铁路中正在应用慢慢渗透,随着科技发展高铁很可能实现“复合材料全车化”!复合材料的发展还会带给大家哪些惊喜呢?让我们拭目以待!