
一、工艺流程
清理障碍物→放线、验线→清理粘布混凝土结构面→配制涂刷底胶→混凝土结构面找平→粘贴碳纤维布→表面防护→报验
二、施工流程
1、障碍物清理
1.1、根据现场实际情况予以清理,总的原则是方便施工为宜。
1.2、现场质检员核查清理状态,合格后进行下一步工序。
2、放线、验线
2.1、放出碳纤维布粘贴位置线点位置线。
2.2、现场技术员(工长)复核放线无误后,方可开始施工
3、清理粘碳纤维布混凝土结构面
3.1、用角磨机打磨混凝土表面。
3.2、用吹风机将混凝土表面浮尘吹掉。
3.3、请甲方、监理、总包负责人,对打磨后的混凝土表面进行验收。
4、配制并涂刷底胶
4.1、严格按照配套树脂的主剂、固化剂所规定的比例称量准确,装入容器,用搅拌器搅拌均匀,一次
调和量不应过多,以在可使用时间内用完为准。
5、混凝土结构面找平
5.1、构件表面凹陷部位用环氧腻子填平,修复至表面平整。在残缺修补中使用环氧腻子时,要在气温-5℃以上,相对湿度小于85%的条件下施工。腻子涂刮后,表面仍存在的凹凸糙纹,应再用砂纸打磨平整,转角处修补为半径不小于30mm圆弧。
6、粘贴碳纤维布
6.1、粘贴碳纤维材料之前,先应确认粘贴表面干燥。气温在-10℃以下,相对湿度RH>85%时,如无有效措施不得施工。为防止碳纤维受损,在粘贴之前应用钢直尺与壁纸刀按规定尺寸切断碳纤维材料,每段长度一般以不超过6m为宜。为防止材料在保管过程中损坏,材料的裁切数量应按当天的用量裁切为准。碳纤维纵向接头搭接长度不得小于100mm。该部位应多涂树脂,碳纤维横向不需要搭接。
6.2、 配制浸渍树脂并均匀涂抹于所要粘贴构件,抹胶厚度1~3㎜,中间厚,边缘薄。
6.3、 沿纤维方向多次滚压,挤出气泡,使浸渍树脂完全浸透纤维布。
6.4、碳纤维布的表面均匀涂抹浸渍树脂。
7、表面防护处理
7.1、若加固补强构件需要防火时, 可在树脂固化后涂刷耐火涂层。涂装应在树脂初期固化后进行,并应遵守所用涂料的相关标准和施工规定。
8、报验
8.1、完成后,请监理或总包验收。填写隐检资料,工程质量报验认可单,请总包负责人、监理签字。
8.2、整理所有工程必须的资料移交给总包单位,以便整个工程资料的完整性。
三、施工质量标准
1、主控项目:
粘贴碳纤维布必须符合设计要求及加固行业施工规范。
2、一般项目:
2.1、对于直径在10mm以上30mm以下的空鼓,每平方米少于10个,可认为合格;
2.2、若每平方米在10个以上,则认为不合格,需进行补修。
2.3、对于直径在30mm以上的空鼓,只要出现,即认为不合格,需进行补修。
四、施工注意事项
1、粘贴碳纤维布安全注意事项:
1.1、配套树脂的甲、乙两组份应密封贮存,远离火源,避免阳光直接照射;
1.2、操作人员应穿工作服,戴好防护口罩;
1.3、施工场所应配备各种必要的灭火器,以备救护;
2、安全防护措施
2.1、危险处,在边沿处设置两道护身栏杆,并应于夜间设红色标志灯。
2.2、各施工用架严格按照脚手架安全技术防护标准和规范搭设。
3、消防管理措施
3.1、加强本工程场内的消防工作保障施工生产能正常进行,护和生命财产安全。
3.2、现场安置消防水桶、铁锹、钩子、铲子等消防用具。
3.3、建立各级消防责任制,制定消防制度,并监督严格执行。
3.4、建立明火申请用火证制度,施工现场禁止吸烟,控制火源。
更多详细报道请关注复材网www.cnfrp.com
工信部:高性能碳纤维复合材料全球首次应用于商业化运营地铁列车车体等主承载结构
1月21日,国务院新闻办公室举行新闻发布会,介绍2025年工业和信息化发展成效。工业和信息化部党组成员、副部长张云明出席新闻发
0评论2026-01-26162
全球碳纤维市场规模将达80亿美元
2025年12月,BCC Publishing发布了《全球碳纤维市场》(Carbon Fiber:Global Markets, December 2025)研究报告。《全球碳纤维市场
0评论2026-01-26157

- 激光武器时代,无人机如何扛住"光速打击"?碳纤维材料的生死考验
0评论2025-08-15
减重30%!碳纤维电池上盖如何破解新能源汽车“续航焦虑”?
随着新能源汽车的飞速发展,电池系统的安全性和耐久性成为了行业发展的关键。电池上盖作为电池系统的重要组成部分,不仅需要具备
0评论2025-07-19279
考特斯大容量储氢内衬挤吹成型技术,推动复合材料压力容器发展
特斯吹塑成型专家团队采用挤吹成型技术,成功生产出用于氢压力容器的大容量聚酰胺内衬。该内衬长2m多,直径约500mm,容量320L。这标志着采用吹塑成型技术生产如此大尺寸储氢容器内衬的首次成功实现,展现了该技术在制造大型、高性能储氢部件方面的潜力,为开发更具成本效益的大容量储氢解决方案提供了新的技术路径,对推动氢能应用发展具有积极意义。
0评论2025-07-16283
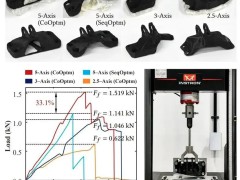
- 基于霍夫曼强度准则的碳纤维材料结构、可制造性协同优化,失效载荷提升33%
0评论2025-07-12
新型纤维增强陶瓷基复合材料问世:旨在填补CFRP与CMC之间的性能空白
Pyromeral公司最新推出PyroKarb、PyroSic和PyroXide系列材料,并提供PyroXide丝束预浸带形态,适用于热防护罩、排气管道、雷达罩及其他高温环境下的复合材料部件。
0评论2025-07-09247
电动汽车轻量化复合材料动力电池壳体:关键技术开发与性能验证研究
随着新能源汽车产业的快速发展,动力电池壳体的轻量化设计已成为提升车辆续航能力、降低能耗的核心技术之一。传统金属材料因密度高、成型工艺复杂等局限性,逐渐被复合材料替代。本文从材料选型、结构设计、成型工艺及性能验证四个维度,系统探讨轻量化复合材料动力电池壳体的关键技术突破。
0评论2025-07-03260